


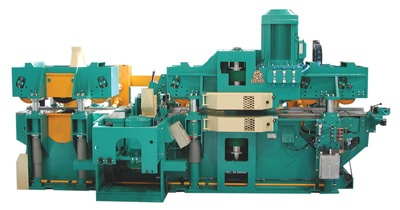
Четырехсторонний станок Rotoles
Обратите внимание:
Это оборудование можно приобрести в лизинг
Производитель: Ledinek d.o.o.
Словения 
Заказать
или получить дополнительную информацию
Тяжелый четырехсторонний комбинированный ферезрно-калибровочный строгальный станок с системой ROTOLES для высококачественной калибровки ламелей.
Благодаря особому способу обработки (инструмент вращается в горизонтальной плоскости слева направо и работает как фреза) возможно обрабатывать очень короткие заготовки, избегая биения вала на концах.
Инструмент оснащен поворотными пластинами HM. После изнашивания с одной стороны можно повернуть пластину другой стороной. Поворотная пластина может поворачиваться до 4 раз, только после этого ее можно заменить.
Система инструментов со сменой сегментов и большими роторами
Инструменты (держатели поворотных пластин) делятся на сегменты (круги с делениями), которые могут заменяться как целое. Таким образом время замены уменьшается, а коэффициент использования установки увеличивается.
Чтобы достичь высокого качества обработки поверхности при высокой скорости подачи, станок оснащен большими роторами (Ø 814 мм).
Роторы работают в парарллельном движении, что опять же положительно влияет на геометрию реза (более высокий процент продольного среза).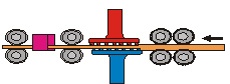
Станок имеет фиксированный рабочий стол и регулируемую верхнюю часть. Верхняя часть для регулировки толщины с помощью привода через подъемный редуктор шпинделя и 6 жестко хромированных подъемных колонн с двух сторон, каждая диаметром 120 мм.
Толщина фрезерования регулируется электрически и считывается через СД дисплей.
Горизонтальный подрезатель перед горизонтальными роторами
Перед каждым горизонтальным ротором установлен подрезатель.
Этот подрезатель убирает кромку заготовки. Таким образом, край обрабатывается максимально чисто. Находящийся за ним ротор обрабатывает оставшуюся вертикальную поверхность.
Плавающие вертикальные элементы выполнены для боковой обработки или для профилирования и подвешены по отдельности на шариковых шинных направляющих.
Ширина строгания, а также снятие кромки на направляющей линейке (справа) регулируется вручную и считывается через счетчики.
Скорость подачи с помощью частотного преобразователя плавно регулируется. Через высоко прочную передачу червяк — цилиндрическое зубчатое колесо, и подключенный к нему тяжелый карданный шарнир все верхние и нижние большие подающие вальцы приводятся в действие.
Подающие вальцы вверху: 4 x Ø 310 мм
Подающие вальцы внизу: 4 x Ø 240 мм
Все верхние вальцы и первые вальцы стола с параллельным подъемом и пневматической подвеской. Нижние подающие вальцы можно настраивать по высоте.
Первые два вальца стола оснащены регулируемым верхним положением.
Первые два верхних вальца имеют зубцы и жестко хромированы Ø 310 мм. Верхние вальцы вытягивания выполнены из стали гладкими Ø 310 мм. Первые два вальца стола имеют зубцы и жестко хромированы, Ø 240 мм. Остальные вальцы стола выполнены из стали гладкими Ø 240 мм.
Боковые прижимные ролики на рихтовочном столе с подвеской, регулируемые по ширине вручную, зажим с помощью зажимного винта. Стол станка с заменяемыми жестко хромированными накладками стола.
Система прижима перед фрезерующим инструментом имеет пневматическую подвеску.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Рабочие размеры:
Рабочая ширина: 70 ÷ 320 мм
Рабочая толщина: 19 ÷ 160 мм
Рабочая длина: мин. 3.000 мм
Высота стола: 1.000 мм
Скорость подачи: 45 — 150 (до 250) м/мин
Инструмент:
Скорость вращения роторов: 2.200 об/мин
Скорость вращения подрезателя: 9.000 об/мин
Ротор — количество поворотных пластин: 2 x 114 штук
Подрезатель делителя: 2 x HM пильное полотно Z=6
Поворотная пластина ротора: LEUCODUR — HL Solid 15 14,3 x 14,3 x 2,5 мм
Скорость вращения вертикальных шпинделей: 6.000 об/мин
Диаметр вертикальных шпинделей: 50 мм
Длина затяжки вертикальных шпинделей: макс. 185 мм
Диаметр инструментов:
Роторы: 814 мм
Диаметр подрезателя: 140 мм
Вертикальные головки: 160 — 205 мм
Масса станка: около 18.500 кг