


Обзор торцовочных станков и линий оптимизации
Обзор торцовочных станков и линий оптимизации
10.04.2007

Иногда случается так, что при обращении к нам заказчик не может точно сформулировать, какой торцовочный станок и в каком оснащении ему необходим. Подобные ситуации возникают из-за того, что сейчас на рынке представлено довольно много оборудования этой группы, и большое разнообразие просто сбивает с толку. В этой статье мы постараемся кратко обозначить наиболее важные критерии выбора торцовочного оборудования. Все торцовочные станки можно классифицировать по следующим признакам:
1. Степень автоматизации
- Ручной станок. К этой группе относятся станки, где команду на отрезание подаёт оператор – путём синхронного нажатия двух кнопок. Некоторые производители предлагают также станки, на которых пила срабатывает при нажатии педали. Однако европейские нормы безопасности не допускают такой метод, поскольку он не исключает вероятности травмирования рук оператора.
- Автоматический станок. Пила в таких машинах срабатывает сама, под управлением электроники. Оператор участвует только в программировании станка.
2. Способ подачи заготовки в зону резания
- Ручная подача. Такой способ подачи подразумевает отсутствие подающего механизма, и такие станки всегда являются ручными с точки зрения степени автоматизации (см. выше).
- Подача толкателем. Этот способ подачи позволяет добиться высокой точности резания при удалении дефектов/оптимизации или большой производительности при автоматической резке пакетов заготовок на заданные размеры (без удаления дефектов). Если вам требуется высокопроизводительный станок для поштучной обработки заготовок – при вырезании дефектов и оптимизации – толкатель не подойдёт.
- Непрерывная подача. Это наиболее распространённый тип подачи, и он может реализоваться двумя способами – при помощи приводных роликов или конвейерной ленты. Станки с непрерывной подачей имеют большую производительность при обработке с одновременным анализом каждой заготовки. Приводные ролики имеют насечку, вследствие чего использовать такую машину можно только для полуфабрикатов. Для шлифованных или окрашенных заготовок, а также в случаях, когда нежелательно оставлять следы на нижней пласти заготовок, необходимо использовать станки с ленточной подачей.
3. Оптимизация / не оптимизация
Бытует мнение, что линия оптимизации (или «оптимизатор») – это станок, который в автоматическом режиме распознаёт отметки, нанесённые флуоресцентным мелком, и делает резы по этим меткам.
В действительности суть оптимизации – при вырезке дефектов нарезать необходимые запрограммированные длины с минимальными потерями древесины, плюс получить тотальную статистику проделанной работы: объем, погонные метры переработанной древесины и отходов, коэффициенты полезного выхода, учёт сортности (если было назначено), учёт рабочего времени и множество других показателей.
Не понимая сути оптимизации, некоторые заказчики приобретают такой станок (и платят при этом больше денег), но никогда не используют его «умные» функции. Вот почему важно разобраться: нужен вам именно оптимизатор или достаточно скоростного автоматического станка без функций оптимизации.
4. Удаление дефектов
- Резка в размер. Для предприятий, производящих окна, двери или, например, поддоны, всегда есть необходимость в нарезке полуфабрикатов на нужные длины без вырезки дефектов. Такой станок очень полезен, к примеру, в линии перед подачей трёхслойного бруса в оконный центр.
- Удаление дефектов. В чистом виде на российских предприятиях деревообработки эта операция наиболее часто проделывается для подготовки бездефектных брусков к торцевому сращиванию. Самые разные дефекты (обзол, гниль, синева, смоляные карманы, сучки и пр.) могут удаляться при помощи ручных станков – одновременно с анализом заготовки или на автоматических станках – с предварительной разметкой дефектных участков оператором или даже в полностью автоматическом режиме с использованием сканера дефектов.
- Удаление дефектов и резка в размеры. Это наиболее сложный способ обработки, если мы говорим именно о необходимости нарезания нескольких размеров после удаления дефектов. Как правило, в этом случае вам стоит задуматься о приобретении линии оптимизации, поскольку её возможности позволят не только удалить дефекты и нарезать нужные длины, но и достичь максимального полезного выхода. А, как известно, чем больше полезный выход, тем ниже себестоимость продукции.
5. Однородность ширины подаваемых заготовок
Для работы с заготовками разной ширины нужно подбирать специальные системы автоматической загрузки. Например, системы загрузки с так называемым «магазином» не допускают подачу разноширинных досок, а скоростные системы поштучной подачи с разделителем могут работать с неоднородными по ширине заготовками.
Станки, работающие с необрезной доской, должны иметь специальную систему переставляемых прижимных вальцов. Располагая ролики в шахматном порядке, можно стабильно удерживать и подавать доски любой ширины, с обзолом, трещинами и т.д.
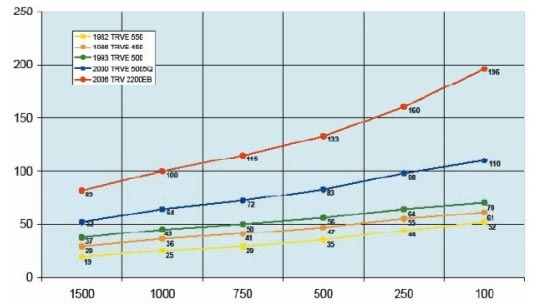
6. Производительность
Некоторые производители и станкоторгующие компании в качестве доказательства производительности приводят максимальную скорость подачи заготовки. На самом деле для разных сечений эта скорость должна быть разной даже на одном и том же станке. Во-вторых, реальную производительность автоматического торцовочного станка можно выразить только в максимально возможном количестве резов, которое обратно пропорционально длине отрезаемых фрагментов. А график производительности будет выглядеть следующим образом:
7. Сортировка
Сортировать разрезанные фрагменты заготовки можно как после ручного станка с помощью несложной механической системы, так и в составе скоростной линии. В последнем случае используется система пневматических выталкивателей, которые распределяют отрезанные фрагменты в сортировочные карманы. Для сортировки компьютер использует множество задаваемых параметров – длина, сортность, ширина, отходы, фрагменты для торцевого сращивания и т.д. В зависимости от производственных задач, нужно рассчитывать необходимое количество сортировочных зон (карманов).
Разумеется, существуют и другие признаки классификации, однако в рамках данной статьи рассказать обо всех нюансах не представляется возможным. В следующих статьях мы подробно осветим тему оптимизации торцевого раскроя, расскажем об интересных и полезных опциях и аксессуарах к торцовочным станкам. Следите за публикациями в специализированных журналах и на нашем сайте.
Все перечисленные выше модификации торцовочных станков и линий оптимизации, а также множество опций и дополнений к ним, вот уже более 30 лет разрабатывает и производит компания Cursal S.r.l (Италия). А представляет это высокотехнологичное и надёжное оборудование фирма «Ламель», являющаяся генеральным партнёром компании Cursal в России.
![]() Компания Cursal стала первым итальянским производителем, разработавшим линию полной оптимизации: станок, выпущенный в 1982 году, работает до сих пор на одной из фабрик в Италии. Благодаря очень узкой специализации, постоянным исследованиям и внимательному отношению к требованиям заказчиков, компания Cursal является сейчас одним из мировых лидеров в производстве торцовочного оборудования. Нет такого предприятия, где участок торцевого раскроя нельзя было бы оснастить оборудованием Cursal от начала и до конца. Мы говорим здесь не только об основных станках, но и о полной механизации и автоматизации процесса.
Компания Cursal стала первым итальянским производителем, разработавшим линию полной оптимизации: станок, выпущенный в 1982 году, работает до сих пор на одной из фабрик в Италии. Благодаря очень узкой специализации, постоянным исследованиям и внимательному отношению к требованиям заказчиков, компания Cursal является сейчас одним из мировых лидеров в производстве торцовочного оборудования. Нет такого предприятия, где участок торцевого раскроя нельзя было бы оснастить оборудованием Cursal от начала и до конца. Мы говорим здесь не только об основных станках, но и о полной механизации и автоматизации процесса.
Надеемся, что материалы статьи помогут вам при заполнении опросного листа, а подобранный нами станок будет полностью отвечать требованиям вашего производства.
Материалы данной статьи являются интеллектуальной собственностью ООО «Ламель» и охраняются законом. Полная или частичная перепечатка разрешена только по согласованию с владельцем права собственности; ссылка на источник обязательна.